
Nopea PE PP (PVC) -aaltoputken puristuslinja










Kuvaus
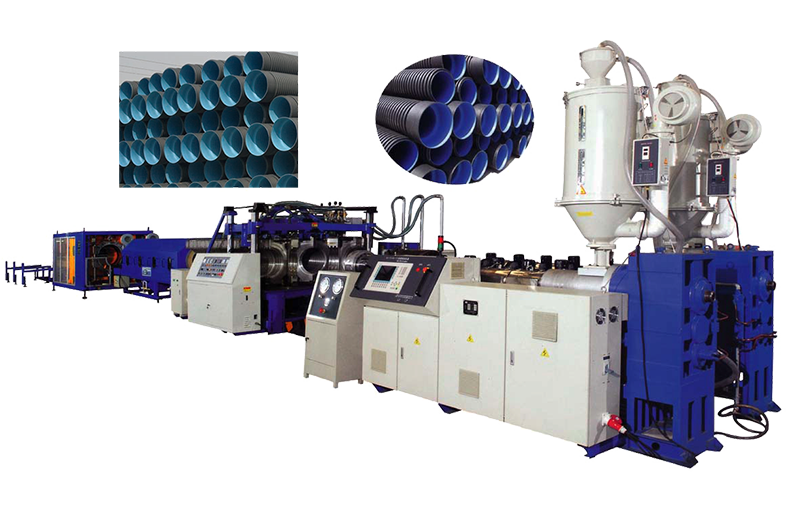
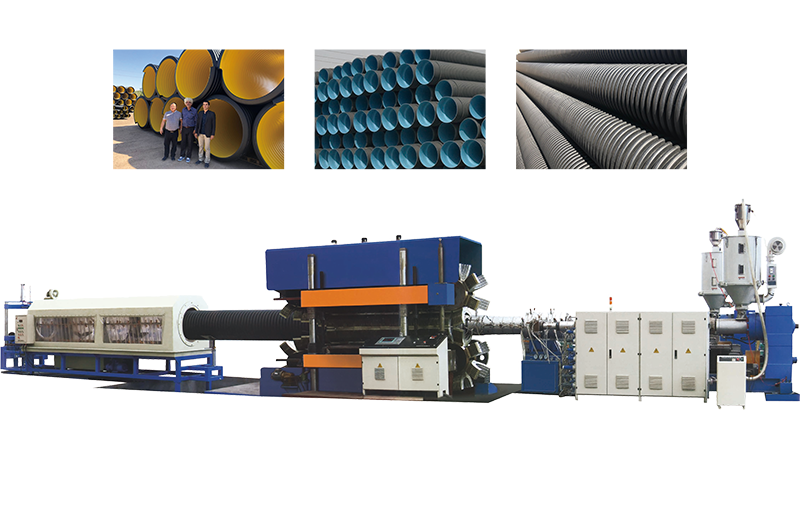
Muovisia aaltoputkia valmistavaa konetta käytetään muovisten aaltoputkien valmistukseen, joita käytetään pääasiassa kaupunkien viemäröinnissä, viemärijärjestelmissä, tiehankkeissa, viljelyalueiden vesiensuojelun kasteluhankkeissa ja kemiallisten kaivosnesteiden kuljetushankkeissa, ja niillä on suhteellisen laaja käyttöalue. Aaltoputkien valmistuskoneen etuna on korkea teho, vakaa ekstruusio ja korkea automaatioaste. Ekstruuderi voidaan suunnitella käyttäjän materiaalin, kuten PE PP:n tai PVC:n, erityisolosuhteiden mukaan. PE PP -kaksoisseinämäisten aaltoputkien ekstruusiolinja käyttää uudentyyppistä tehokasta yksi-/kaksoisruuviekstruuderia. PVC-aaltoputkikone käyttää suurta litteää kaksois- tai kartiomaista kaksoisekstruuderia. Valittavana on yksi- ja kaksikerroksisia putkia. Kaksiseinämäisten aaltoputkien valmistukseen on olemassa kahdenlaisia putkia:vaakasuora kaksiseinäinen aaltoputkien puristuslinjajapystysuora kaksiseinäinen aaltoputkien suulakepuristuslinja.
Prosessin kulku
Raaka-aine → Sekoitus → Tyhjiösyöttölaite → Muovisäiliön kuivausrumpu → Ekstruuderi → Ekstruusiomuotti → Muottimuotti → Vesijäähdytys Muovauskone → Ruiskujäähdytysvesisäiliö → Leikkauskone → Pinoaja
Ominaisuudet ja edut
1. HDPE:ssä käytetään uudentyyppistä tehokasta yksi- tai kaksiruuviekstruuderia, ja PVC:ssä käytetään suurta litteää kaksois- tai kartiomaista kaksoisruuviekstruuderia. Suuri kartiomainen kaksoisruuviekstruuderi tai rinnakkainen kaksoisruuviekstruuderi mahdollistaa erinomaisen plastisoitumisen alhaisessa lämpötilassa ja vakaan ekstruusion.
2. Moduulin jäähdytysmenetelmä on pakotettu vesijäähdytys, mikä parantaa huomattavasti moduulin jäähdytysnopeutta ja mahdollistaa nopean tuotannon.
3. Aaltoputkilinja, jota kutsutaan myös kaksiseinämäiseksi aaltoputkikonelinjaksi, voi toteuttaa online-levityksen varmistaakseen, että muodostetun putken eri ominaisuudet täyttävät standardit.
4. Tuotu suhdetta säätöventtiili säätää muodostuspaineen vakaaksi ja luotettavaksi.
5. Vaakasuora aallotuskone
6. Työtaso on kolmiulotteisesti säädettävissä.
7. Automaattinen suojausjärjestelmä käynnistyy ja toimii uudelleen, kun virta katkaistaan.
8. Automaattinen voiteluasema
9. Muottilohkot on valmistettu erityisestä alumiiniseoksesta ja niillä on kevyt paino, korkea lujuus, hyvä kulutuskestävyys ja pieni lämpölaajenemiskerroin.
10. Ilmajäähdytys ja vesijäähdytys hyvin jäähdyttäville aallotetuille muoteille, jotka muodostavat putken nopeasti.
11. Aaltoputken leikkauskoneella on etuna korkea tarkkuus ja pölyttömyys.
12. Koko linja käyttää PLC-mikrotietokoneen ohjausjärjestelmää, joka voi visuaalisesti näyttää sulan lämpötilan ja paineen, muovausnopeuden, virhehälytyksen ja jolla on myös perusprosessin tallennuskapasiteetti.
Tiedot

Yksiruuviekstruuderi PE/PP:lle
Ruuvien suunnittelussa olemme kehittäneet 38:1 L/D-suhteen, joka perustuu 33:1 L/D-suhteeseen. Verrattuna 33:1-suhteeseen, 38:1-suhteella on 100 %:n plastisoitumisen etu, se lisää tuotantokapasiteettia 30 %, vähentää energiankulutusta jopa 30 % ja saavuttaa lähes lineaarisen ekstruusiotehon. Käytetään 38:1 L/D-suhdetta ruuvien kanssa neitseellisen materiaalin ja 33:1 L/D-suhdetta kierrätysmateriaalin kanssa.
Simensin kosketusnäyttö ja PLC
Käytä yrityksemme kehittämää ohjelmaa, johon voit syöttää englannin tai muita kieliä.
Tynnyrin spiraalirakenne
Tynnyrin syöttöosassa käytetään spiraalirakennetta, jotta materiaalin syöttö pysyy vakaana ja syöttökapasiteetti kasvaa.
Ruuvin erikoissuunnittelu
Ruuvissa on erityinen rakenne, joka varmistaa hyvän plastisoitumisen ja sekoittumisen. Sulamaton materiaali ei pääse ruuvin tämän osan läpi.
Ilmajäähdytteinen keraaminen lämmitin
Keraaminen lämmitin varmistaa pitkän käyttöiän. Tämä rakenne lisää lämmittimen ja ilman kosketuspinta-alaa, mikä parantaa ilmanjäähdytystä.
Korkealaatuinen vaihdelaatikko
Vaihteiden tarkkuuden on oltava 5–6 luokkaa ja melutaso alle 75 dB. Kompakti rakenne, mutta suuri vääntömomentti.
Kartiomainen kaksoisruuviekstruuderi PVC:lle
Sekä kartiomaista kaksoisruuviekstruuderia että rinnakkaista kaksoisruuviekstruuderia voidaan käyttää PVC:n valmistukseen. Käytämme uusinta teknologiaa tehon alentamiseksi ja kapasiteetin varmistamiseksi. Erilaisten kaavojen mukaisesti tarjoamme erilaisia ruuvirakenteita hyvän plastisointitehon ja suuren kapasiteetin varmistamiseksi.

Puristusmuotti
Sekä ulko- että sisäkerros on puristettu suulakepään sisään. Jokainen suulakepään sisällä oleva materiaalin virtauskanava on sijoitettu tasaisesti. Jokainen kanava on lämpökäsitelty ja peilikiillotettu tasaisen materiaalin virtauksen varmistamiseksi. Suulakepää syöttää myös paineilmaa kerrosten väliin. Kalibrointiholkkia käytetään jäähdyttämään sisäkerrosta, jotta putken sisäpuolelle muodostuu sileä ja litteä putki. Painevesi virtaa kalibrointiholkin sisään hyvän jäähdytystehon aikaansaamiseksi. Kalibrointiholkin pinnalle syntyy tyhjiö suuriläpimittaisia putkia valmistettaessa, mikä varmistaa putken sisäpuolen pyöreyden.
Muotoilumuotti
CNC-työstö varmistaa tarkat mitat. Tyhjiöilmakanava ja suuri virtauspoikkileikkauspinta-alaltaan omaava vesijäähdytyskanava takaavat vakaan, korkean laadun ja tehokkaan tuotannon. Moduulin materiaali on erittäin lujaa alumiiniseosta, jolla on korkea lämmönjohtavuus, korkea kovuus ja korkea kulutuskestävyys. Moduulin rakenteessa käytetään integroitua painevaluprosessia, jolla on tiheämpi rakenne ja parempi lämmönkestävyys. Moduulin sisäpintakäsittely parantaa moduulin lujuutta ja kovuutta, mikä edistää paremmin aaltojen täydellistä muodostumista. Muotti on työstetty CNC-koneistuksen avulla tarkkuuden ja sujuvan toiminnan varmistamiseksi.


Vesijäähdytysmuovauskone
Vesijäähdytteistä muovauskonetta käytetään aaltomuottien asettamiseen ja siirtämiseen. Tyhjiö imeytyy ulkokerroksen aaltomuottiin aaltomuodon muodostamiseksi. Siirtämällä aaltomuottia myös putki vedetään ulos aallotuskoneesta.
Automaattinen voitelujärjestelmä
Voitele hammaspyörät automaattisesti, jotta aaltopelti liikkuu tasaisesti.
Vaihteiston vaihdelaatikko
Vaihdelaatikko sijoitetaan aaltomuotin päälle. Kaikki vaihdelaatikot ovat nitrattu ja lämpökäsitelty, joten ne kestävät pitkään kulumista.
Yläsäätöjärjestelmä
Säädä yläkehystä sähköisesti eri kokoisille aaltopahvimuoteille. Neljä pilaria takaavat vakaan ja tarkan säädön.
Jännityksen säätöjärjestelmä
Muotin liikkeen tiheyden säätämiseksi varmista, että muotti liikkuu tasaisesti.
Proportionaaliventtiili
Ilman ohjaamiseksi vakaammin ja tarkemmin, muodostaen hyvän putken ja muhvin muodon.
Muotin jäähdytysjärjestelmä
Sekä vesijäähdytyksellä että ilmajäähdytysjärjestelmällä, jotta jäähdytysteho olisi parempi ja putkenmuodostus nopeampi.
UPS-varavirtalähde
Sähkökatkon aikana UPS-varavirtalähde syöttää virtaa aallotuskoneelle putken siirtämiseksi ulos kalibrointiholkista. Näin vältetään putken juuttuminen kalibrointiholkkiin putken jäähtymisen ja kutistumisen jälkeen.
Suihkuta jäähdytysvesisäiliötä
Jäähdytyssäiliötä käytetään putken jäähdyttämiseen edelleen.
Apukuljetus
Apuvetolaitteen ansiosta myös vetolaite on joustava. Putken vetämiseen pidemmälle.
Laadukas suutin
Laadukkailla suuttimilla on parempi jäähdytysteho, eivätkä epäpuhtaudet tukkeudu helposti.
Vesisäiliön suodatin
Vesisäiliössä on suodatin, joka estää suuria epäpuhtauksia, kun ulkoista vettä tulee sisään.


Aaltopahvin putkenleikkauskone
Aaltopahvin putkenleikkauskone on erittäin tarkka eikä pölyä.
Alumiininen kiinnityslaite
Käytä alumiinista kiinnityslaitetta eri putkikoille. Jokaisella koolla on oma kiinnityslaite, joten keskipisteen korkeutta ei tarvitse muuttaa eri putkikokojen yhteydessä.
Synkronointijärjestelmä
Leikkausasemaa käyttää moottori ja invertteri. Leikkausprosessin aikana leikkausasema liikkuu synkronoidusti aallotuskoneen kanssa putken muodonmuutoksen välttämiseksi.
Kaksinkertainen veitsileikkaus
Kahdella veitsellä leikkaamalla yhdessä, jotta pistorasian päätyosa on katkaistu kokonaan.
Pinoaja
Putkien tukemiseen ja purkamiseen. Pinoamisvaunun pituutta voidaan mukauttaa.
Putkien tukemiseen ja purkamiseen. Pinoamisvaunun pituutta voidaan mukauttaa.
Jotta aaltoputki liikkuisi tasaisesti pinoamisella, käytämme pinoamislaitteen pinnalle kokonaista ruostumatonta terästä.
Putken kelaamiseen rullalle, helppo varastoida ja kuljettaa. Yleensä käytetään alle 110 mm:n putkille. Saatavilla on yksi- ja kaksiasemaisia.

Tekniset tiedot
| Malli | Putken koko (mm) | Ekstruuderi | Tuotto (kg/h) | Nopeus (m/min) | Kokonaisteho (kW) | Muotti (paria) | Jäähdytysjärjestelmä |
| SGB250 | 90–250 | SJ65 SJ75 | 300 | 1–4 | 150 | 48 | Ilmajäähdytys ja vesijäähdytys |
| SGB500 | 200–500 | SJ75 SJ90 | 600 | 1–4 | 200 | 40 | Ilmajäähdytys ja vesijäähdytys |
Aiheeseen liittyvät tuotteet
-

Suuritehoinen kartiomainen kaksoisruuviekstruuderi
Ominaisuudet SJZ-sarjan kartiomainen kaksoisruuviekstruuderilla, jota kutsutaan myös PVC-ekstruuderiksi, on etuja, kuten pakotettu ekstruusio, korkea laatu, laaja sopeutumiskyky, pitkä käyttöikä, alhainen leikkausnopeus, kova hajoaminen, hyvä seostus- ja plastisointivaikutus sekä jauhemateriaalin suora muotoilu jne. Pitkät käsittelyyksiköt takaavat vakaat prosessit ja erittäin luotettavan tuotannon monissa eri sovelluksissa, joita käytetään PVC-putkien ekstruusiolinjassa, PVC-aaltopputkien ekstruusiolinjassa, PVC WPC -...
-

Tehokas yksiruuviekstruuderi
Ominaisuudet Yksiruuvinen muoviekstruuderi voi käsitellä kaikenlaisia muovituotteita, kuten putkia, profiileja, levyjä, levyjä, paneeleita, levyjä, kierteitä, onttoja tuotteita ja niin edelleen. Yksiruuvista ekstruuderia käytetään myös rakeistuksessa. Yksiruuvisen ekstruuderin suunnittelu on edistyksellistä, tuotantokapasiteetti on korkea, plastisoituvuus on hyvä ja energiankulutus alhainen. Tässä ekstruuderikoneessa käytetään kovaa hammaspyöräpintaa voimansiirtoon. Ekstruuderikoneellamme on paljon etuja. Meillä on myös...
-

Korkean tehon PVC-kuorivaahtolevyn puristuslinja
Sovellus PVC-kuorivaahtolevyn tuotantolinjaa käytetään WPC-tuotteiden, kuten ovien, paneelien, levyjen ja niin edelleen, valmistukseen. WPC-tuotteet ovat hajoamattomia, muodonmuutosvapaita, hyönteisten aiheuttamia, paloturvallisia, halkeamattomia ja huoltovapaita jne. Ma Prosessivirtaus Ruuvikuormaaja sekoittimelle → Sekoitinyksikkö → Ruuvikuormaaja ekstruuderille → Kartiomainen kaksoisruuviekstruuderi → Muotti → Kalibrointitaulukko → Jäähdytystarjotin → Kuljetuslaite → Leikkuukone → Laukaisupöytä → Lopputuotteen tarkastus ja...
-

Korkean tehon PVC-(PE-PP)- ja puulevyjen suulakepuristus...
Sovellus WPC-seinäpaneelien tuotantolinjaa käytetään WPC-tuotteiden, kuten ovien, paneelien, levyjen ja niin edelleen, valmistukseen. WPC-tuotteet ovat palamattomia, muodonmuutosvapaita, hyönteisten aiheuttamia, paloturvallisia, halkeamattomia ja huoltovapaita. Prosessivirtaus Ruuvilataaja sekoittimelle → Sekoitinyksikkö → Ruuvilataaja ekstruuderille → Kartiomainen kaksoisruuviekstruuderi → Muotti → Kalibrointipöytä → Kuljetuskone → Leikkuukone → Laukaisupöytä → Lopputuotteen tarkastus- ja pakkausd...
-

Korkean tehon PVC-profiilin puristuslinja
Käyttökohde PVC-profiilikonetta käytetään kaikenlaisten PVC-profiilien, kuten ikkuna- ja oviprofiilien, PVC-johtokanavien, PVC-vesikourujen ja niin edelleen, valmistukseen. PVC-profiilien ekstruusiolinjaa kutsutaan myös UPVC-ikkunoiden valmistuskoneeksi, PVC-profiilikoneeksi, UPVC-profiilien ekstruusiokoneeksi, PVC-profiilien valmistuskoneeksi ja niin edelleen. Prosessivirta Ruuvilataaja sekoittimelle → Sekoitinyksikkö → Ruuvilataaja ekstruuderille → Kartiomainen kaksoisruuviekstruuderi → Muotti → Kalibrointipöytä → Kuljetuskone → Leikkuukone → Laukaisuevä...
-
Muut putken puristuslinjat myytävänä
Teräslankarunkoinen vahvistettu muovikomposiittiputkikone Tekninen päivämäärä Malli Putken halkaisija (mm) Linjanopeus (m/min) Asennusteho yhteensä (kw LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Putken koko HDPE-umpiputki Teräslankarunkoinen vahvistettu muovikomposiittiputki Paksuus (mm) Paino (kg/m) Paksuus (mm) Paino (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Tehokas PPR-putken puristuslinja
Kuvaus PPR-putkikonetta käytetään pääasiassa PPR-kuuma- ja kylmävesiputkien valmistukseen. PPR-putkien ekstruusiolinja koostuu ekstruuderista, muotista, tyhjiökalibrointisäiliöstä, ruiskutusjäähdytyssäiliöstä, kuljetuskoneesta, leikkauskoneesta, pinoamislaitteesta ja niin edelleen. PPR-putken ekstruuderikone ja kuljetuskone käyttävät taajuus- ja nopeussäätöä, PPR-putkenleikkuri käyttää lastuamatonta leikkausmenetelmää ja PLC-ohjausta, kiinteän pituista leikkausta ja sileää leikkauspintaa. FR-PPR-lasikuitu-PPR-putki koostuu kolmesta...
-

Suuritehoinen PVC-putkien suulakepuristuslinja
Käyttökohde PVC-putkenvalmistuskonetta käytetään kaikenlaisten UPVC-putkien valmistukseen maatalouden vesihuoltoon ja viemäröintiin, rakennusten vesihuoltoon ja viemäröintiin sekä kaapelien asennukseen jne. PVC-putkenvalmistuskoneen putken halkaisija-alue on Φ16mm-Φ800mm. Paineputket Vedenjakelu ja -kuljetus Maatalouden kasteluputket Ei-paineputket Viemäröintikenttä Rakennusten vedenpoisto Kaapeliputket, putkiputket, joita kutsutaan myös PVC-putkiputkien valmistuskoneeksi Prosessivirtausruuvikuormaaja sekoittimelle → ...
-

Nopea ja tehokas PE-putken puristuslinja
Kuvaus HDPE-putkikonetta käytetään pääasiassa maatalouden kasteluputkien, viemäriputkien, kaasuputkien, vesijohtoputkien, kaapeliputkien jne. valmistukseen. PE-putkien ekstruusiolinja koostuu putkiekstruuderista, putkimalleista, kalibrointiyksiköistä, jäähdytyssäiliöstä, kuljetuslaitteesta, leikkurista, pinoamis-/kelauslaitteesta ja kaikista oheislaitteista. HDPE-putkenvalmistuskone tuottaa putkia, joiden halkaisija on 20–1600 mm. Putkella on erinomaisia ominaisuuksia, kuten lämmönkestävyys, ikääntymisen kestävyys, korkea mekaaninen lujuus...



